
| Apparat och typ | Elektroniska precisionskomponenter tillverkade av plastsprutform med flera hålrum, | |||||
| Delnamn | Mobilkontakt | |||||
| Harts | Pulvermetallurgiska material | |||||
| Antal hålrum | 1*8 | |||||
| Formbas | S50C | |||||
| Stål av hålrum & kärna | S136 HRC 52-54 | |||||
| Verktygets vikt | 450 kg | |||||
| Verktygsstorlek | 450x350x370 mm | |||||
| Tryck på Ton | 90T | |||||
| Mögelliv | 1000000 skott | |||||
| Insprutningssystem | Hot runner, 2 st Mold-master heta tips | |||||
| Kylsystem | Kylning med olja, formtemperatur 120 grader | |||||
| Utkastningssystem | Tvåstegs utkastning | |||||
| Särskilda punkter | Pulvermetallurgiska material, precisionsinsprutningsform, varmlöpare, 8 hålrumsform, kort cykeltid | |||||
| Svårigheter | Hög precisionstolerans, högtemperaturform, kort formtillverkningstid och mycket kort formcykeltid.Materialet är pulvermetallurgiskt material med kort kylningstid och hög efterfrågan på injektionsmaskiner. | |||||
| Ledtid | 4 veckor | |||||
| Paket | Formhållare i Kina för tillverkning av plastgjutning | |||||
| Förpackning av föremål | Certifiering av stål, slutlig 2D- och 3D-verktygsdesign, hot runner-dokument, reservdelar och elektroder... | |||||
| Krympning | 1,005 | |||||
| Ytfinish | SPI B-1 | |||||
| Cykeltid för formsprutning | 9 sekunder | |||||
| Andra behandling av produkter efter gjutning | Värmebehandling för gjutna produkter | |||||
| Exportera till | Formhållare i Kina för tillverkning av plastgjutning | |||||
Svårigheterna
Hög precisionstolerans, högtemperaturform, kort formtillverkningstid och mycket kort formcykeltid.
Materialet är pulvermetallurgiskt material med kort kylningstid och hög efterfrågan på injektionsmaskiner.
Vad är pulvermetallurgi?
Pulvermetallurgi är en tillverkningsprocess som använder trycksatt kompaktering och sintring av metallpartiklar för att skapa en mängd olika delar och komponenter.Processen går ut på att blanda samman pulverformiga metaller som järn, aluminium, brons, rostfritt stål och kobolt med smörjmedel och bindemedel innan de utsätts för höga tryck.Den resulterande blandningen värms sedan tills materialen kemiskt smälter samman, vilket skapar delar som är mycket starkare än traditionella gjutna eller bearbetade komponenter.
På grund av dess mångsidighet har pulvermetallurgi blivit allt mer populär för tillverkning av komplexa delar som används i bil-, flyg- och konsumentelektroniktillämpningar.
Vad är högtemperaturmögel?
Högtemperaturgjutning är en typ av formsprutningsprocess som använder förhöjda temperaturer och tryck för att producera delar med hög hållfasthet och hållbarhet.Processen fungerar genom att rå termoplastiskt material värms upp tills det är smält och sedan sprutas in det i en sluten form där det hålls på plats under tryck.Värme från det smälta hartset i kombination med tryck gör att materialet formas till önskad form innan kylning.Denna process möjliggör skapandet av komplexa delar som är resistenta mot extrema temperaturer och frätande kemikalier, vilket gör dem idealiska för användning i industrier som fordon, flyg, medicinsk utrustning och elektronik.
Vanligt plastmaterial inkluderar: PEEK, PPSU, ULTEM® (Polyetherimid, PEI), Celazole®, Vespel®, Torlon® (Polyamid-imid) och så vidare.
Formdesign för högtemperaturform
När du designar formar för högtemperaturplaster är det viktigt att inkludera värmeöverföringskanaler samt använda termiska stift för att säkerställa att plasten kyls jämnt under formsprutningsprocessen.
Dessutom är det viktigt att välja rätt formmaterial för att skapa delar som tål extrema temperaturer utan att skeva eller spricka.
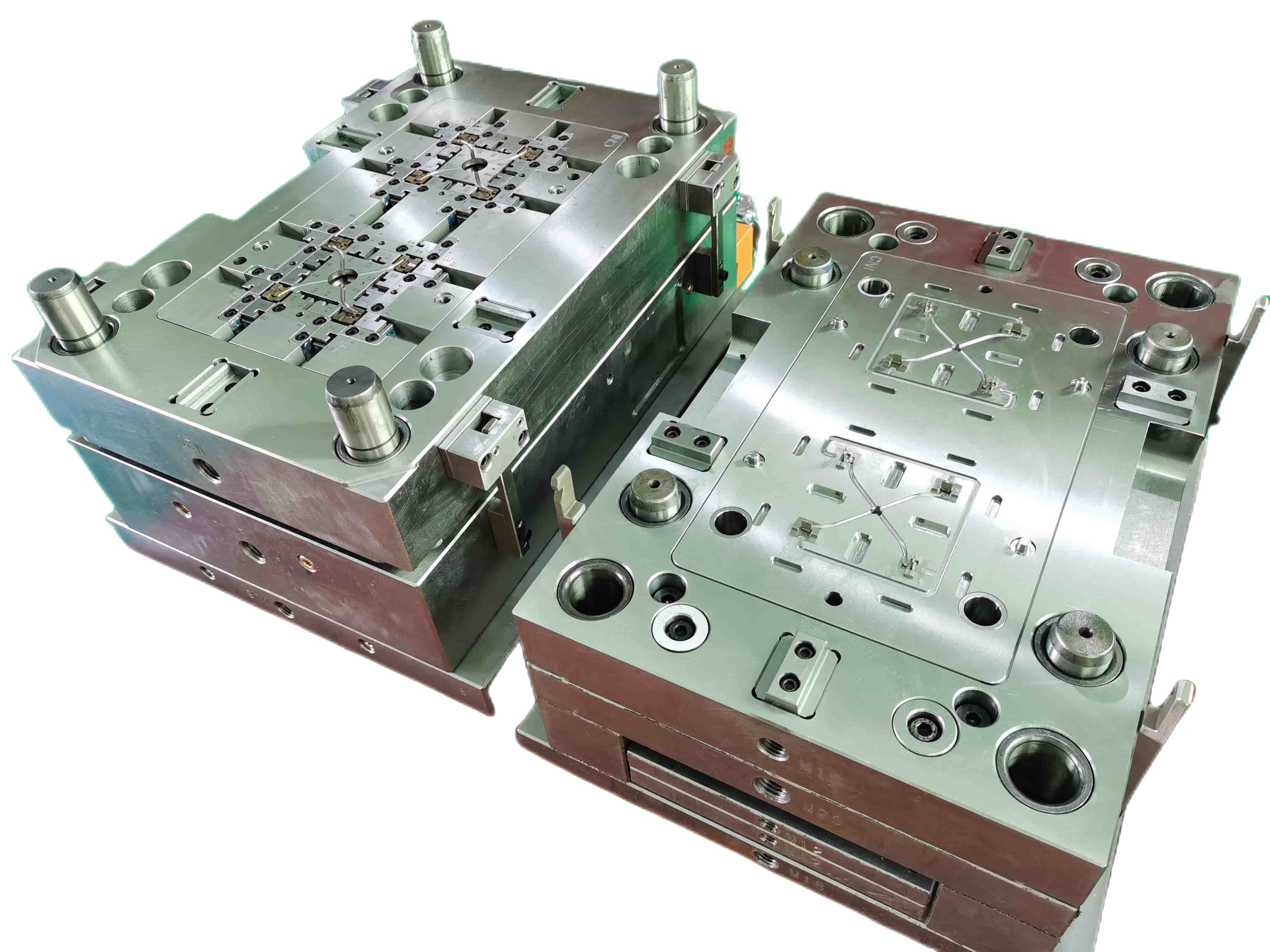
I det här projektet använde vi stål av S136 med HRC 52 ~ 54, produktionsvolymen är mycket hög, 100000 st delar behövdes varje dag, så vi använde 8 hålformar och tillverkade många kopior för att möta kvantitetsförfrågan.För kylning kyls den med olja och formtemperaturen når 120 grader.Cykeltiden är 9 sekunder och vi använde 2-stegs utkastning för att frigöra delar.Denna del kommer att värmebehandlas efter gjutning.



Injektionsformverktyget är 8-håls högtemperaturinjektionsform.
Plast är pulvermetallurgiskt material och de gjutna delarna kommer att behöva värmebehandling eftersom det är den mobila kontakten.
Cykeltiden för formsprutning är mycket kort, 9 sekunder för ett skott.



Vi har gjort många kopieringsverktyg för denna kund.Våra designers arbetar mycket effektivt, för DFM är det färdigt inom 1 dag, 2D-layout inom 2 dagar och 3D inom 3 dagar.
Formtillverkningstiden är 4 veckor.
För formkonstruktion, när tiden är mycket brådskande, gör vi normalt 3D-ritning direkt efter DFM, men det måste naturligtvis baseras på kundernas godkännande.

2D-layout

3D formdesign

3D formdesign
FAQ
Vår huvudsakliga verksamhet är tillverkning av formsprutning av plast, formgjutning, formsprutning av plast, formgjutning (aluminium), precisionsbearbetning och snabb prototypframställning.Vi tillhandahåller även mervärdesprodukter inklusive silikondelar, metallstämplingsdelar, extruderingsdelar och rost
Nej, vi är en riktig formtillverknings- och plastformsprutningsfabrik.Vi kan tillhandahålla registreringsbild för referens och annan information du vill ha om det behövs.Under tiden kan du besöka oss när som helst, även utan möten.
Suntime-teamet tillhandahåller 24/7 service och arbetarstil.För kinesiska helgdagar kan våra säljare och ingenjörer ta övertidsarbete för alla dina nödsituationer.Och när det är nödvändigt kommer vi att göra vårt bästa för att be arbetarna att ta övertidsarbete under helgdagar med dagskift och nattskift för att möta dina akuta behov.
Vi har mer än tio års erfarenhet av att exportera till den globala marknaden, exporterad formsprutningsform av plast, formgjuten form, pressgjutningsdelar, formsprutade plastprodukter och CNC-bearbetningskomponenter etc.
För formtillverkning har vi CNC, EDM, Slipmaskiner, fräsmaskiner, borrmaskiner etc.För anpassad plastgjutning har vi 4 injektionsmaskiner från 90 ton till 400 ton.För kvalitetskontroll har vi hexagon CMM, projektor, hårdhetstestare, höjdmätare, nockmätare och så vidare.











